- ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
- Способы доставки
- Этот ГОСТ находится в:
- Организации:
- Machine tool rotary centres. Types an basic dimensions
- Взамен ГОСТ 8742-62
- Взамен ГОСТ 8742-62
- ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
- Текст ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
- Взамен ГОСТ 8742-62
- Центр токарный вращающийся грибковый DS5x100А ZITOM
ГОСТ 8742-75
Центры станочные вращающиеся. Типы и основные размеры
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на вращающиеся центры для токарных станков в том числе для станков с числовым программным управлением (ЧПУ).
Ограничение срока действия снято: Постановление Госстандарта № 4751 от 01.07.83
Этот ГОСТ находится в:
Организации:
Machine tool rotary centres. Types an basic dimensions
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
Типы и основные размеры
Machine tool rotary centres
Types and basic dimensions
Взамен
ГОСТ 8742-62
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г № 2915 срок действия установлен
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
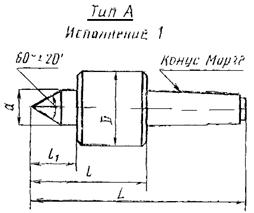
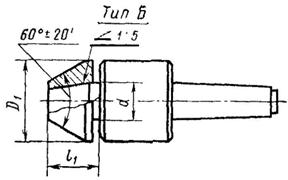
2. Центры должны изготавливаться двух типов:
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
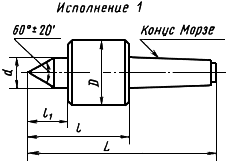
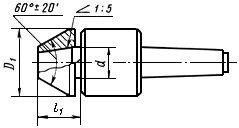
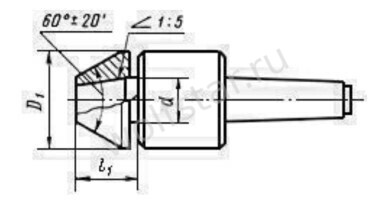
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Примечание. Чертеж не определяет конструкцию центров.
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
То же, нормальной серии повышенной точности:
То же, для станков с числовым программным управлением:
То же, усиленной серии для станков с числовым программным управлением:
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
(Измененная редакция, Изм. № 1, 2)
4. Центровой валик центров типа А на длине l1 должен иметь твердость не менее HRCэ 59.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRCэ 59.
(Измененная редакция, Изм. № 2)
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRCэ 51,5.
(Измененная редакция, Изм. № 2)
7. Твердость конуса Морзе хвостовика должна быть не менее HRCэ 46,5.
(Измененная редакция, Изм. № 2)
8. Конусы Морзе — по СТ СЭВ 147-75.
9. Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии. 0,0112 мм
для нормальной серии повышенной точности. 0,006 мм
для усиленной серии. 0,016 мм
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии. 0,0,30 мм
для нормальной серии повышенной точности. 0,016 мм
для усиленной серии. 0,040 мм
Источник
Взамен
ГОСТ 8742-62
1 . Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.

Примечание . Чертеж не определяет конструкцию центров.
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
4 . Центровой валик центров типа А на длине l 1 должен иметь твердость не менее HRC э 59.
5 . Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRC э 59.
(Измененная редакция, Изм. № 2 )
6 . Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRC э 51,5.
(Измененная редакция, Изм. № 2 )
7 . Твердость конуса Морзе хвостовика должна быть не менее HRC э 46,5.
(Измененная редакция, Изм. № 2 )
8 . Конусы Морзе — по СТ СЭВ 147-75.
9 . Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии. 0,0112 мм
для нормальной серии повышенной точности. 0,006 мм
для усиленной серии. 0,016 мм
10 . При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии. 0,0,30 мм
для нормальной серии повышенной точности. 0,016 мм
для усиленной серии. 0,040 мм
Источник
ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
Текст ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
Machine tool rotary centres. Types and basic dimensions
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 2915 срок действия установлен с 01.01.78
* ПЕРЕИЗДАНИЕ (март 1987 г.) с Изменениями N 1, 2, утвержденными в июне 1980 г., декабре 1982 г. (ИУС 9-80, 3-83).
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. N 2).
2. Центры должны изготовляться двух типов:
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.

Примечание. Чертеж не определяет конструкцию центров.
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности. Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ).
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. N 1, 2).
4. Центровой валик центров типа А на длине должен иметь твердость не менее 59 НRС.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее 59 НRС.
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее 51,5 НRС.
7. Твердость конуса Морзе хвостовика должна быть не менее 46,5 НRС.
(Измененная редакция, Изм. N 2).
8. Конусы Морзе — по ГОСТ 25557-82*.
* На территории Российской Федерации действует ГОСТ 25557-2006. — .
9. Радиальное биение конуса, центрового валика центра не должно быть более:
для нормальной серии повышенной точности
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии повышенной точности
Электронный текст документа
М.: Издательство стандартов, 1988
Источник
Взамен
ГОСТ 8742-62
1 . Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
3 . Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Примечание . Чертеж не определяет конструкцию центров.
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
4 . Центровой валик центров типа А на длине l 1 должен иметь твердость не менее HRC э 59.
5 . Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRC э 59.
(Измененная редакция, Изм. № 2 )
6 . Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRC э 51,5.
(Измененная редакция, Изм. № 2 )
7 . Твердость конуса Морзе хвостовика должна быть не менее HRC э 46,5.
(Измененная редакция, Изм. № 2 )
8 . Конусы Морзе — по СТ СЭВ 147-75.
9 . Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии. 0,0112 мм
для нормальной серии повышенной точности. 0,006 мм
для усиленной серии. 0,016 мм
10 . При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии. 0,0,30 мм
для нормальной серии повышенной точности. 0,016 мм
для усиленной серии. 0,040 мм
Источник
Центр токарный вращающийся грибковый DS5x100А ZITOM
Центр токарный вращающийся грибковый DS5x100А ZITOM применяют для базирования заготовок на токарных станках и кругло-шлифовальных станках различных типов, в т. ч. с ЧПУ — для обработки с большими нагрузками, скоростями резания или при вылете заготовки 3 и более диаметров.
Центр токарный вращающийся грибковый DS5x100А ZITOM изготавливается по ГОСТ 8742-75.
Центра вращения позволяют жестко закреплять заготовку, что приводит к:
- значительному снижению радиального биения заготовки;
- повышенному качеству поверхности;
- снижению шероховатости поверхности;
- увеличению скорости обработки, что снижает время обработки.
| Центр токарный | Конус Морзе | Тип | d | D | L1 | L | Максимальная радиальная нагрузка, (N) | Макс. скор. вращ-я, об/мин |
| DS4x100B | 4 | В | 40 | 100 | 102,5 | 193 | 8000 | 2500 |
| DS4x120B | 4 | В | 40 | 120 | 102,5 | 193 | 8000 | 2500 |
| DS5x60B | 5 | В | 20 | 60 | 129,5 | 205 | 3000 | 3000 |
| DS5x70B | 5 | В | 30 | 70 | 129,5 | 205 | 3000 | 3000 |
| DS5x80B | 5 | В | 30 | 80 | 129,5 | 220 | 4000 | 3000 |
| DS5x90B | 5 | В | 40 | 90 | 129,5 | 220 | 4000 | 3000 |
| DS5x100B | 5 | В | 40 | 100 | 129,5 | 228 | 8000 | 2500 |
| DS5x100А | 5 | А | 40 | 100 | 149,5 | 248 | 8000 | 2500 |
| DS5x110B | 5 | В | 40 | 110 | 129,5 | 228 | 8000 | 2500 |
| DS5x120B | 5 | В | 40 | 120 | 129,5 | 228 | 8000 | 2500 |
| DS5x130B | 5 | В | 40 | 130 | 129,5 | 234 | 8000 | 2000 |
| DS5x140B | 5 | В | 40 | 140 | 129,5 | 239 | 8000 | 2000 |
| DS5x150B | 5 | В | 40 | 150 | 129,5 | 249 | 12000 | 1600 |
| DS5x160B | 5 | В | 40 | 160 | 129,5 | 259 | 12000 | 1600 |
| DS5x200B | 5 | В | 85 | 200 | 129,5 | 259 | 12000 | 1500 |
| DS5x250B | 5 | В | 100 | 250 | 129,5 | 281 | 12000 | 1000 |
Источник