- Способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов Советский патент 1961 года по МПК B21D3/14
- Похожие патенты SU137748A1
- Иллюстрации к изобретению SU 137 748 A1
- Реферат патента 1961 года Способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов
- Формула изобретения SU 137 748 A1
- Стан исправления «грибовидности» сварной балки
- Станок для правки «грибовидности» полок двутавровой балки, модель HYJ-800
Способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов Советский патент 1961 года по МПК B21D3/14
Холодная правка несимметричной грибовидности сварных тавровых или двутавровых элементов осуществляется в настоящее время в .два перехода: вначале выправляется грибовидность полки, а затем боковыми упорами выправляется перекос полки за счет изгиба стенки.
Такой способ правки усложняет и удорожает правильные работы вследствие своей трудоемкости и низкой производительности, а также не обеспечивает требуемое качество.
Предложенный способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов свободен от указанных серьезных недостатков известных способов.
Для повышения качества правки и снижения трудоемкости правильных работ правку, согласно предложенному способу, ведуг за одИН переход путем приложения сил на грибовидную сторону полок с одновременным прижимом перекошенной стенки до совпадения ее оси с осью приложения сил.
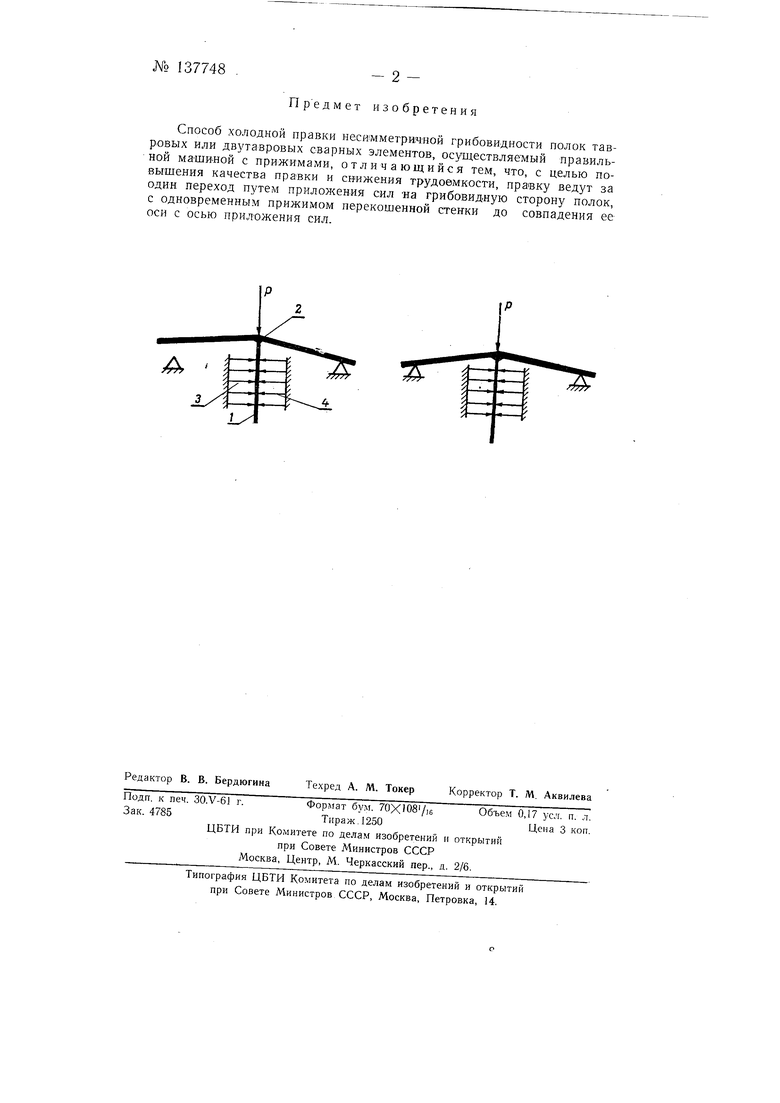
На чертеже схематически показаны последовательные положения сварного таврового элемента в правильной мащине в процессе правки.
Холодная правка несимметричной грибовидности полок тавровых или двутавровых сварных элементов ведется за один переход.
Для этой цели перекощенная стенка 1 элемента 2 фиксируется в правильной машине прижимами 3, 4 таким образом, чтобы ее ось совпала с линией действия силы Р, одновременно приложенной к грибовидной стороне полок. При этом, стенка 1 имеет возможность перемещаться вдоль линии действия силы Р.
Под действием силы Р одновременно осуществляется совмещенная в одной операции правка как несимметричной грибовидности. так и перекоса полок.
Способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов, осуществляемый правильной машиной с прижимами, отличающийся тем, что, с целью повышения качества правки и снижения трудоемкости, правку ведут за один переход путем прилол ения сил иа грибовидную сторону полок, с одновременным прижимом перекошенной стенки до совпадения ее оси с осью приложения сил.

2
Похожие патенты SU137748A1
- Гузевич Ю.Д.
- Шишкин В.Ю.
- Лившиц Леонид Натанович
- Следков Александр Яковлевич
- Пихуля Иван Андреевич
- Дубовик Владимир Георгиевич
- Крымов Вячеслав Георгиевич
- Поляков Леонид Филиппович
- Малкус Борис Львович
- Кабальнов Валерий Семенович
- Рощупкин Николай Прокопьевич
- Краснов Владимир Михайлович
- Близнец Николай Афанасьевич
- Гудименко Анатолий Иванович
- Илюкович Константин Андреевич
- Бухов Герман Иванович
- Панфилова Нина Александровна
- Барков Леонид Андреевич
- Пастухов Валерий Васильевич
- Выдрин Владимир Николаевич
- Пассек Вадим Васильевич
- Душницкий Валерий Моисеевич
- Саламатов Александр Михайлович
- Мааг Аксель
- Веревкин Валерий Иванович
- Игушев Валерий Федорович
- Безсмолова Ирина Васильевна
- Большаков Константин Петрович
- Душницкий Валерий Моисеевич
- Пассек Вадим Васильевич
- Боровиков Владимир Николаевич
- Реут Збигнев Владимирович
- Мамлин Григорий Аншелевич
- Синявский Арнольд Игнатьевич
- Передереев Борис Михайлович
- Леденев Дмитрий Федорович
- Эстеркин Давид Наумович
- Иваненко Александр Иванович
Иллюстрации к изобретению SU 137 748 A1
Реферат патента 1961 года Способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов
Формула изобретения SU 137 748 A1
1
Источник
Стан исправления «грибовидности» сварной балки
Во время производства сварной двутавровой балки непременно возникает нарушение геометрии ее полок «грибовидность», которая появляется в результате усадочных деформаций при сварке. Стан для правки «грибовидности» полок сварных двутавровых балок предназначен исправлять эту деформацию.
Обзор отрасли позволяет сделать вывод о том, что рынок предлагает оборудование российского, итальянского, швейцарского, финского и китайского производства.
СИГ-800−50-Э производства компании из Волгограда «Агроблокстрой» (брэнд Vabs) — горизонтальный компактный стан с повышенной надежностью и мощностью для правки двутавровой балки с эксцентриковой системой привода правильного механизма.
Стан был разработан и произведен в 2010 году по заявке эксплуатирующей организации на замену европейского аналога. К концу 2014 года было изготовлено и введено в эксплуатацию 10 экземпляров.
СИГ-800−50-Э состоит из станины и четырех секций рольгангов. Конструктивные особенности позволили добиться следующего:
Разработанная конструкция обеспечивает уникальные правильные возможности:
ширина полки — от 200 мм. до показателя, требуемого заказчиком, максимальная толщина полки 50 мм. (при ширине полки не менее 400 мм.), высота стенки — от 180 мм. Такой параметр, как основное рабочее усилие, равен 120 т.
Подобные возможности не могут продемонстрировать изделия более именитых фирм-конкурентов.
Стоит отметить, что стан компактен и не требует выделения значительных пространств для его монтажа и использования в производственном процессе.
Источник
Станок для правки «грибовидности» полок двутавровой балки, модель HYJ-800

В ходе изготовления сварной двутавровой балки неизбежно вследствие термического нагрева при сварке, возникает изгиб полок «грибовидность». Оборудование представляет собой, прокатный стан с правильными роликами имеющие возможность выполнять перегиб полок в обратную сторону для исправления «грибовидности» методом остаточной деформации и упругости металла. Преимущества оборудования, это простота и надежность в работе. В модели HYJ-800 регулировка прижимных роликов осуществляется электромеханическим способом, регулировка ширины полки осуществляется механическим способом.
Станок предназначен для правки «грибовидности» полок тавровой и двутавровой сварной балки путем ее прокатки через систему роликов, используя при этом свойства упругости металла. В процессе сборки и сварки двутавровой балки неизбежно происходит нагревание полок балки и, как следствие, их деформация («грибовидность»). Стан для правки полок двутавровой балки является оборудованием, специально предназначенным для правки данной деформации. Станок HYJ-800 — прост в эксплуатации, является высокоскоростным, высокопродуктивным оборудованием, с возможностью широкого применения в области металлургии, производстве стальных конструкций, промышленном монтаже и прочих отраслях.
Основные технические параметры и особенности:

- Максимальная толщина полок обрабатываемой детали c1, c2 ≤40мм.
- Ширина полок обрабатываемой детали b1, b2 = 200~800мм.
- Материал Ст3сп, по толщине и ширине должен соответствовать значениям, указанным в нижеприведенной таблице:
- Минимальный размер стенки двутавра по высоте h1 — b1 — b2 = 350, при ее высоте h>700 необходимо принять меры для предотвращения вертикальных колебаний в процессе эксплуатации.
- Материал обрабатываемой детали: Ст3сп (При 09Г2С, толщина выправляемого листа составляет 70% от Ст3сп).
Конструкция и принцип работы:
Оборудование представляет собой, прокатный стан с правильными роликами имеющие возможность выполнять перегиб полок в обратную сторону для исправления «грибовидности» методом остаточной деформации и упругости металла. Преимущества оборудования, это простота и надежность в работе.

1 — главный двигатель (мотор-редуктор), 2 — компенсационная муфта, 3 — винт позиционирования стойки, 4 — привод подъема прижимного ролика (мотор-редуктор), 5 — правая стойка, 6 — упор, 7 — левая стойка, 8 — прижимной ролик, 9 — главный ролик, 10 — станина, 11 — винт позиционирования упора.

Принцип правки:
При помощи левого и правого прижимных роликов (позиция 8) и главного ролика (позиция 9) создается усилие, действующее на полку двутавровой балки. Имеющаяся деформация обрабатываемой заготовки устраняется, и таким же образом осуществляется процесс правки стальной полки двутавровой балки. Правка осуществляется посредством обратной пластической деформации в результате механического воздействия на полку балки трех роликов: одного ведущего (снизу упирается в полку балки) и двух ведомых (сверху регулируются по высоте, в зависимости от толщины полки, упираются в крылья полки балки). В станке двутавровая балка вертикально позиционируется с помощью поддерживающих роликов.
Стан состоит:
- Станины;
- Главного двигателя;
- Главного ролика;
- Правой и левой стойки;
- Правого и левого суппортов перемещения прижимных роликов. Каждый суппорт оснащен концевыми выключателями, ограничивающими вертикальное перемещение вверх, для предотвращения упора суппорта в раму и его поломки;
- Левого и правого прижимных роликов, для правки балок с высотой стенки менее 300мм. Имеется дополнительный комплект сменных роликов;
- Комплекта упоров для центрирования и удержания балки (по две штуки на сторону). Для правки балок с высотой стенки менее 300мм. Имеется дополнительный комплект сменных упоров. Ролики позиционируются винтами;
- Левого и правого винтов позиционирования стоек;
- Входного рольганга;
- Выходного рольганга;
- Пульта управления станом.
Основные технические характеристики:
Максимальная толщина полок обрабатываемой детали, мм
Ширина полок обрабатываемой детали, мм
Минимальный размер стенки балки по высоте, мм.
≥360мм (при высоте стенки 160~350мм и толщине полки ≤14 мм необходимо использовать дополнительные правильные ролики)
Максимальная высота стенки балки, мм.
Ограничена устойчивостью балки на рольганге.
Минимальная длина балки, мм.
Максимальная длина балки, мм.
Материал обрабатываемой детали
Ст3сп (При 09Г2С, толщина выправляемого листа составляет 70% от Ст3сп)
Выдерживаемый оборудованием вес обрабатываемой детали, тонн.
Габаритные размеры станка, мм.

Стоимость оборудования:
- В стоимость включен шефмонтаж, наладка, обучение, гарантийное и техническое обслуживание 12 месяцев.
- Страна производитель — КНР.
- Порядок расчетов:
50% — авансовый платеж в течение 5 банковских дней с момента подписания Договора.
45% — в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-изготовителем и готовности его оправки на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью Поставщика.
5% — после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки: 60 календарных дней с момента получения авансового платежа.
Источник