- Сварка навеса из профильных труб
- Факторы, влияющие на расчет
- Что учитывать при постройке
- Достоинства профильных труб
- Подготовительные работы
- Выполнение монтажа
- Сборка каркаса
- Важные моменты
- Навесы на ворота и калитку: как правильно приварить
- Необходимые инструменты и материалы
- Подготовительные работы
- Руководство по установке
- Рекомендации по монтажу
Сварка навеса из профильных труб
Навесы часто устанавливают во дворе, чтобы защититься от дождя и яркого солнца, одновременно находясь на свежем воздухе. Сварка ферм для навеса из профильных труб – это несложная работа, но требующая знаний по расчету, подбору материалов и сборки конструкции.
Обладая некоторыми навыками по сварке, можно получить красивое и надежное укрытие для автомобиля или небольшой навес над крыльцом.
Факторы, влияющие на расчет
Перед началом работ потребуется определиться с размерами и высотой конструкции. Эта работа проводится в несколько этапов.

Сначала следует определиться с укрывным материалом. Наиболее востребованы навесы из поликарбоната из-за легкости ипрочности. От выбора материала зависит количество ферм и шаг установки стоек. Для небольшого козырька изготовление ферм не требуется.
До сварки и других работ надо выполнить эскиз навеса из профильных труб, на котором определяются размеры и тип ферм, размеры деталей. Лучше сделать отдельную специализацию, с размерами профилей и длиной деталей.
При порезке такая схема поможет не ошибиться и сэкономит материал. Чертежи или эскиз навеса можно выполнить на ноутбуке с помощью специальной программы или начертить от руки.
Точные размеры можно получить только на месте установки и изготовления навеса. При этом необходимо учесть способ установки и закрепления всех стоевых деталей.
Если навес одной стороной прилегает к стене, можно изготовить закладные детали и закрепить их в местах монтажа ферм.
Что учитывать при постройке
 При сварке и монтаже навеса возле одной из стен здания, длину и ширину опорной конструкции лучше сделать несколько короче. Такая операция позволит обеспечить выпуск укрывного материала и сток дождевой воды в желоба. Еще одно преимущество способа – это экономия более 2-х м профильной трубы на каждой ферме.
При сварке и монтаже навеса возле одной из стен здания, длину и ширину опорной конструкции лучше сделать несколько короче. Такая операция позволит обеспечить выпуск укрывного материала и сток дождевой воды в желоба. Еще одно преимущество способа – это экономия более 2-х м профильной трубы на каждой ферме.
Самый низкий срез навеса должен быть высотой не менее 2,2 м. При заезде газели, высоту следует увеличить до 2,6 м. Величина самого высокого места зависит от фантазии и возможностей бюджета.
Но следует учесть одно правило кровельщиков. Угол наклона ската крыши не должен превышать 120, поэтому общая высота конструкции должна быть менее 4-х м.
При расположении и выборе места, следует обязательно учитывать основные направления ветров и количество осадков характерных для региона.
В зависимости от этих значений подбирают размеры полок основного профиля для сварки, трубы на стойки и квадрата на раскрепления. Для основных частей навеса из профильных труб подготавливают отдельный чертеж со всеми размерами, местами раскреплений и жесткостей.
Вариантов формы крыши навесов довольно много – односкатные, арочные, двускатные (домиком), сложные. Каждая конструкция имеет свои минусы и плюсы.
Самая распространенная – односкатная крыша, сварка которой не представляет трудностей. Угол наклона фермы не должен быть менее 8%. При несоблюдении этого значения на крыше навеса в зимнее время будет собираться снег, и такой козырек долго не прослужит.
Достоинства профильных труб
Фермы из квадратных профильных труб имеют ряд преимуществ перед другим металлопрокатом:
- материал отличается хорошей стойкостью к высоким температурам. Целостность и отсутствие деформаций при пожаре – это один из основных плюсов профильных труб;
- форма квадрата и четыре ребра жесткости позволяют профилю выдерживать большие нагрузки;
- загибать профили достаточно просто. С помощью профильной трубы можно придавать конструкции различные виды;
- общий вес конструкции намного меньше, чем у навесов с такими же размерами, изготовленными из другого металлопроката;
- материал служит долгое время.
Чтобы выполнить весь цикл работ, включая сварку и покраску, нужно провести несколько основных операций. Для наглядности примем размеры конструкций с габаритами обычного гаража для автомобиля – 6 м длиной и 4 м шириной. Одна сторона крепится к стене здания.
Подготовительные работы
 Для такого навеса достаточно будет использовать для сварки профиль с полкой 30 мм. Толщину стенки берут 1,5 мм. Толще не нужно, это только увеличит стоимость конструкции.
Для такого навеса достаточно будет использовать для сварки профиль с полкой 30 мм. Толщину стенки берут 1,5 мм. Толще не нужно, это только увеличит стоимость конструкции.
Самый простой и надежный вариант навеса – односкатный. Длина верхнего ската в рассматриваемом случае будет 3900 мм, нижний отрезок уменьшаем на 80 мм, поэтому ферма на краю зарезается под угол для соединения.
Размер самой большой распорки между горизонтальными трубами фермы будет 600 мм, всего делают 7 распорок на всю деталь конструкции. Для лучшего соединения первую ферму навеса собирают на ровной поверхности.
Стыкуют и проводят сварку узкого края. Затем монтируют широкую распорку и варят стыки. Размечают место установки следующего ребра жесткости, замеряют размер, отрезают заготовку и монтируют ее в конструкцию фермы. Операцию повторяют с оставшимися 5-ю ребрами, постепенно уменьшая их размер.
Теперь у нас есть точные размеры распоров фермы, а их понадобится еще 4 штуки. Надо нарезать всю заготовку для сборки ферм для навеса. Первая деталь, для удобства, будет служить шаблоном.
Далее выкладывают и закрепляют прижимами две основных плети, так же проводят сварку сначала крайних стыков и укладывают перемычки, прихватываем их, но не проваривая.
Прихватки обязательно ставить со всех сторон стыка для большей надежности предварительной сборки. Для прихваток выставляют небольшой сварочный ток – это поможет избежать лишних дырок в соединении.
Собрав конструкцию фермы, снимают ее с шаблона и проводят сварку в нижнем положении. Затем таким же способом собирают и обваривают оставшиеся фермы навеса.
Некоторые специалисты советуют сварить конструкцию с помощью косых распорок из профиля меньшего размера. Для спокойствия можно установить дополнительные ребра жесткости, но это потребует покупки дополнительного недешевого материала.
Поэтому, при желании, можно раскрепить первые 2 самых широких окна. Остальные лучше ужесточить, обварив на боковых стыках треугольные косынки из листового металла.
Выполнение монтажа
Чтобы выполнить монтаж, на стену дома потребуется через каждые 1500 мм от крайней фермы закрепить на 3-4 самореза обрезки уголка с полками 30 мм.

Таких мест крепления будет 5 штук, по количеству ферм. Напротив, на расстоянии от стены 3060 мм, копают или бурят отверстия для стоек из профильной трубы с шириной полки 80 или 100 мм.
Отрезают пять заготовок длиной 2900 мм. На верхний конец профильной трубы необходимо приваривать пятак из листового металла. Это не позволит попадать внутрь воде и снегу и обеспечит надежную обварку стойки и фермы. Их устанавливают в отверстия и заглубляют на 800 мм.
От уровня основного чистого пола высота стоек навеса должна быть для легкового авто 2100 мм. Стоевые надо установить строго в вертикальном положении и раскрепить их с помощью укосин. Затем залить отверстия в земле бетоном. Теперь можно сделать перерыв на сутки для полного застывания бетона.
Сборка каркаса
Чтобы собрать каркас навеса, узкий край фермы устанавливают на стойку и прихватывают к уголку на стене. Надо сварить стойку и узкий край между собой.

Перед этим нужно проверить по уровню положение всех деталей узла. Главное – это правильно приварить первую ферму, чтобы предотвратить перекос всей конструкции.
Когда первая ферма установлена, в таком же порядке устанавливают остальные, раскрепляя их между собой перемычками, на расстоянии 500 мм по ширине фермы.
В результате получилась конструкция с жестко закрепленными деталями, которая будет служить долгое время. Теперь надо оббить шлак со всех стыков, проверить качество и наполненность шва.
В слабых местах с большими раковинами необходимо уложить дополнительный шов. Болгаркой и зачистным камнем обрабатывают места сварки, обезжиривают все поверхности с помощью любого растворителя, дают ему высохнуть и наносят на металл слой грунтовки.
Когда грунтовка высохла, окрашивают ее в любой понравившийся цвет. Осталось закрепить листы поликарбоната специальными саморезами, и навес будет готов.
Важные моменты
Перед началом работ надо определиться с размерами конструкции, профиля и необходимым количеством материала. Сварка навеса из профильных труб ведется ручным дуговым аппаратом. Обязательно надевают защитную одежду и маску.
Не следует торопиться при сварке, надо обеспечить надежный провар металла. Электроды лучше использовать МР-3, или АНО-21. Надо правильно располагать детали при стыковке и сварке конструкции.
При эксплуатации навеса и образовании на нем ржавчины, поврежденное место зачищают наждачкой и окрашивают грунтом. При обильных снегопадах с крыши навеса убирают снег.
Источник статьи: http://svaring.com/welding/v-bytu/kak-svarit-naves-iz-profilnoj-truby
Навесы на ворота и калитку: как правильно приварить
 Массивные металлические двери подвешивают к дверным коробкам на петли, привариваемые к стойкам и дверному полотну. Некачественный монтаж сказывается на эксплуатационных характеристиках двери: она неплотно прилегает, перекашивается, заедает, совсем перестаёт закрываться. Поэтому перед тем как взяться за инструмент, мастер обязан понимать, как правильно приварить навесы на ворота.
Массивные металлические двери подвешивают к дверным коробкам на петли, привариваемые к стойкам и дверному полотну. Некачественный монтаж сказывается на эксплуатационных характеристиках двери: она неплотно прилегает, перекашивается, заедает, совсем перестаёт закрываться. Поэтому перед тем как взяться за инструмент, мастер обязан понимать, как правильно приварить навесы на ворота.
Необходимые инструменты и материалы
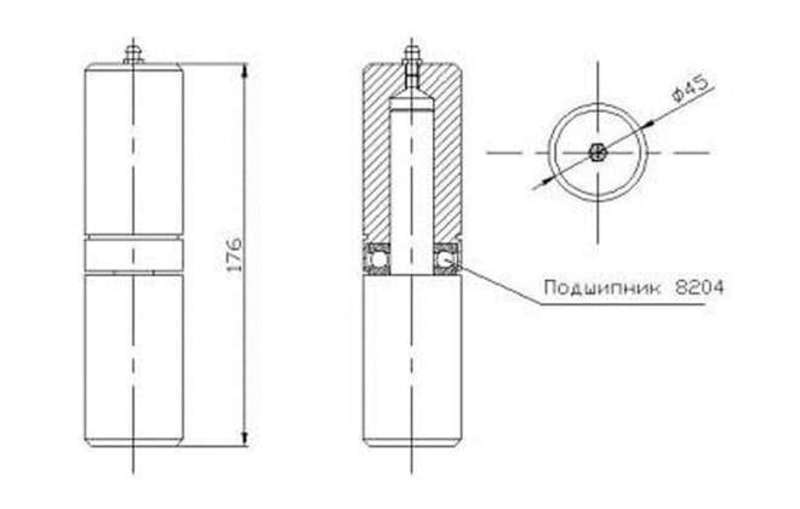
Перед тем как приварить петли на калитку, определяют их тип. Они бывают навесными, полушарнирными и шарнирными. Для тяжёлых ворот рекомендуется использовать большие шарнирные петли: имеющийся в них подшипник снижает трение внутри навеса, увеличивая его срок службы и облегчая открывание двери. Удобней всего работать с деталями круглого и шестигранного сечения, с навесами квадратного сечения работать сложнее.

Чем больше крепление, тем выше его несущая способность. Поэтому предварительно подбирают деталь с запасом прочности: слабые навесы будут деформироваться и разрушаться под нагрузкой. Но также требования к прочности петель выше у тех ворот, которыми пользуются чаще – правильно приварить массивные петли даже на небольшую калитку, если её постоянно открывают-закрывают. Материалом навесов выбирают только высокопрочные сплавы.
Для приварки петель по месту используют платики – металлические пластины, крепящиеся на верхнюю и нижнюю части навесов для обеспечения надёжности соединения. Высота одной пластины должна равняться высоте петли, ширина подбирается из условий монтажа.
Например, для гаражных ворот 2,5 х 2,5 м используют элементы 80 х 80 мм.
Шарнирные петли продаются в строительных магазинах. Изделия заводской сборки поставляются с уже приваренными платиками. Впрочем, изготовить элемент по чертежу можно в условиях частной мастерской.
Определившись с будущими узлами, можно начинать подготовку к работе. Для этого потребуются следующие инструменты:
- уровень;
- рулетка;
- молоток;
- монтажные подкладки (доски, кирпичи, гайки с болтами);
- шлифовальная машинка («болгарка»);
- щётка по металлу;
- смазка (солидол или литол);
- сварочный аппарат;
- сухие электроды диаметром не менее трёх мм;
- средства индивидуальной защиты.
При проведении сварочных работ исполнитель обязан выполнять требования техники безопасности. Запрещено:
- Производить работы на неисправном сварочном аппарате.
- Подключать оборудование к незаземленному источнику тока, а также к источнику тока ненадлежащей мощности.
- Вести сварку вблизи легковоспламеняющихся материалов, взрывоопасных веществ.
- Работать без средств индивидуальной защиты, в горючей одежде. К средствам индивидуальной защиты относятся: маска, рукавицы (или краги), обувь. Во время работы рекомендуется носить костюм сварщика.
Подготовительные работы
Начинают с приварки платиков к петлям. Этот этап можно пропустить, если используются готовые навесы с монтажными пластинами либо при монтаже на круглые столбы небольшого сечения. Платики вырезают из листовой стали болгаркой, выбирая листы толщиной не менее 5 мм.
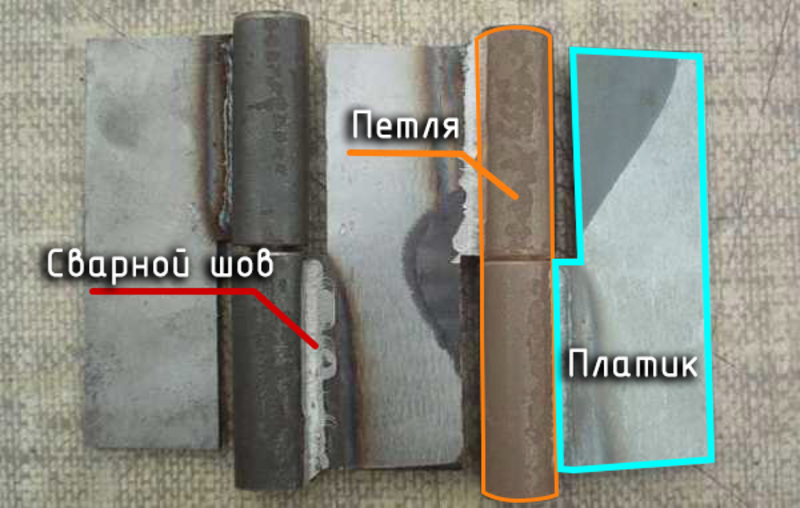
Перед сборкой петли её внутренняя часть (то место, где находится подшипник) тщательно обрабатывается смазкой, а участок, отводимый под сварку, очищают от пыли и ржавчины. Варят на горизонтальной поверхности. Два платика укладываются рядом по длинной стороне с зазором 2–3 мм. Сверху кладётся половина навеса, привариваемая к одной из пластин сплошным швом. Аналогичную операцию выполняют со второй половиной. Получившиеся швы аккуратно зачищают.
Важно: по правилам пожарной безопасности сварочные работы ведутся либо на неокрашенных, либо на полностью окрашенных, высохших деталях. Не до конца высохшая краска может воспламениться от искры.
Руководство по установке
Петли устанавливаются на сторону, в которую будет происходить открывание. Работа ведётся в горизонтальном положении; поверхности, задействованные при сварке, обезжиривают и обрабатывают щёткой, предварительно удалив на участке слой лакокрасочного покрытия.
Намечают место будущих петель – их размещают в 15-20 см от верхней и нижней граней калитки. Для этого на монтажные подкладки, обеспечивающие зазор между нижней гранью ворот и землёй, выставляют дверь внутри проёма. Выравнивают по уровню, меняя высоту подкладок. Эту операцию рекомендуется выполнять как минимум вдвоём. Выровняв и зафиксировав полотно, прикладывают навесы, отмечают их расположение на воротах и на дверной коробке.
После нанесения разметки распашной элемент убирают с подставок, вынимают из проёма, возвращают в горизонтальную плоскость. Петли приваривают в разобранном виде: верхняя половинка отводится для дверного полотна, часть со штырём – для опорных конструкций. Деталь укладывают по отметкам и прихватывают предварительной точечной сваркой. По уровню проверяют, не произошёл ли перекос. Если ось навеса параллельна плоскости распашного элемента, выполняют капитальную сварку по всей линии контакта. Готовый сплошной шов зачищают шлифовальной машинкой.
К лутке приваривают нижнюю часть петли. Если нет возможности уложить опору горизонтально, то работают в вертикальном положении. Прихватку точечной сваркой выполняют по такому алгоритму:
- Сверху.
- Снизу.
- По центру.
- В центре верхней половины будущего шва.
- В центре нижней половины будущего шва.
Далее следует выверка по уровню, проверочная установка створки. Если дефектов соединения нет, оно выдерживает нагрузку, дверь откидывается плавно и плотно прилегает к коробке, то сваривают капитальным сплошным швом. При сварке масло, которым смазаны петли, может выгореть или вытечь, из-за чего дверь будет скрипеть и заедать. Чтобы этого не происходило, створку приподнимают и ещё раз обильно смазывают внутренности навесов.
Дверь возвращают в эксплуатационное положение, болгаркой зачищают сварные швы. Поверхности обезжиривают и окрашивают, монтируют навесное оборудование (замки, засовы, почтовые ящики). В петлях проделывают по небольшому отверстию, через которые будет осуществляться смазка механизма в процессе эксплуатации.
Рекомендации по монтажу
Для столбов квадратного сечения рекомендуется всегда использовать платики, выдерживая зазор 3–5 мм между гранью калитки и опорой. Есть несколько способов того, как приварить петли к круглым столбам:
- без использования монтажных пластин;
- с пластиной только на створке;
- с узкой проставкой со стороны столба и полноценным платиком на воротах.
При использовании проставок допускается увеличить зазор между петлёй и опорой, при этом проставку можно располагать под углом. Такая конструкция более снисходительна к огрехам сварки, но выглядит неаккуратно.
Источник статьи: http://tokar.guru/metallicheskie-izdeliya/zabory-i-vorota/navesy-na-vorota-i-kalitku-kak-pravilno-privarit.html

